|
1.
|
The homogeneous part of the differential equation
 (p,
q and r are constants) has real distinct roots if (p,
q and r are constants) has real distinct roots if
(A) p2
- 4q > 0
(B) p2
- 4q < 0
(C) p2
- 4q = 0
(D) p2
- 4q = r
|
|
2.
|
The total derivative of the function 'x y' is
(A) xdy + ydx
(B) xdx + ydy
(C) dx + dy
(D) dx dy
|
|
3.
|
A helical
compression spring has: d = wire diameter, D = mean coil diameter, E =
Young's modulus, G = modulus of rigidity and Na = number of active
coils. The spring stiffness is
(A) 
(B) 
(C) 
(D) 
|
|
4.
|
Which of the following processes is NOT executed by an
ideal Rankine cycle with no superheat?
(A) Isentropic expansion
(B) Isentropic compression
(C) constant
temperature heat addition
(D) Constant
temperature heat rejection
|
|
5.
|
During the
numerical solution of a first order differential equation using the Euler
(also known as Euler Cauchy) method with step size h, the local truncation
error is of the order of
(A) h2
(B) h3
(C) h4
(D) h5
|
|
6.
|
For a granted patent to last for 20 years, the patent
must be
(A) owned by the investor
(B) renewed and maintained
(C) novel
(D) non-obvious
|
|
7.
|
As per Kendall's notation in M/G/c queuing system, the
number of arrivals in a fixed time follows
(A) beta distribution
(B) Normal distribution
(C) Poisson
distribution
(D) Uniform
distribution
|
|
8.
|
Which of the following forecasting models explicitly
accounts for seasonality of demand?
(A) Simple moving average model
(B) Simple exponential smoothing model
(C) Holt's
model
(D) Winter's
model
|
|
9.
|
A typical Fe-C alloy containing greater than 0.8% C is
known as
(A) Eutectoid steel
(B) Hypoeutectoid steel
(C) Mild steel
(D) Hypereutectoid
steel
|
|
10.
|
The capacity
of a material to absorb energy when deformed elastically, and to release it
back when unloaded is termed as
(A) toughness
(B) resilience
(C) ductility
(D) malleability
|
|
11.
|
The product of
the complex numbers (3 - i2) and (3 +
4) results in
(A) (1 + i6)
(B) (9 - i8)
(C) (9 + i8)
(D) (17 + i6)
|
|
12.
|
The value of
the determinant  is is
(A) -28
(B) -24
(C) 32
(D) 36
|
|
13.
|
If module and
number of teeth of a spur gear with an involute profile are 3 mm and 23
respectively, then the pitch diameter (in mm) of the spur gear is
(A) 7.67
(B) 15.34
(C) 34.50
(D) 69.00
|
|
14.
|
Hot chamber
die casting process is NOT suited for
(A) lead and
its alloy
(B) Zinc and
its alloys
(C) Tin and
its alloys
(D) aluminum
and its alloys
|
|
15.
|
The total
angular movement (in degrees) of a lead-screw with a pitch of 5.0 mm to drive
the work-table by a distance of 200 mm in a NC machine is
(A) 14400
(B) 28800
(C) 57600
(D) 72000
|
|
16.
|
Anisotropy in
rolled components is caused by
(A) change in
dimensions
(B) scale
formation
(C) closure of
defects
(D) grain
orientation
|
|
17.
|
Which of the
following processes is used to manufacture products with controlled porosity?
(A) Casting
(B) Welding
(C) forming
(D) Powder
metallurgy
|
|
18.
|
Which of the
following powders should be fed for effective oxy-fuel cutting of stainless
steel?
(A) Steel
(B) Aluminum
(C) Copper
(D) Ceramic
|
|
19.
|
An
autocollimator is used to
(A) measure small
angular displacements on flat surface
(B) compare
known and unknown dimensions
(C) measure
the flatness error
(D) measure
roundness error between centers
|
|
20.
|
Diamond
cutting tools are not recommended for machining of ferrous metals due to
(A) high tool
hardness
(B) high
thermal conductivity of work material
(C) poor tool
toughness
(D) chemical
affinity of tool material with iron
|
|
21.
|
The value of x3
obtained by solving the following system of linear equations is
x1
+ 2x2 - 2x3 = 4
2x1
+ x2 + x3 = -2
-x1 + x2 - x3 = 2
(A) -12
(B) -2
(C) 0
(D) 12
|
|
22.
|
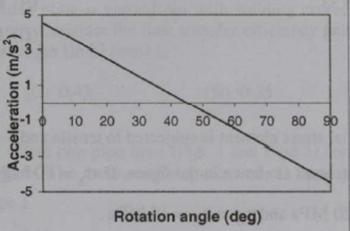
The
displacement and acceleration of a cam follower mechanism are plotted in the
following fitures:
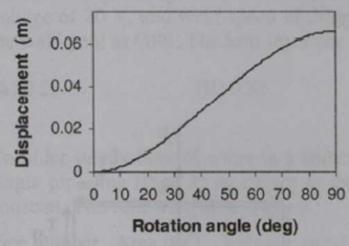 
The nature of
the displacement curve is
(A) Cubic
(B) Quadratic
(C) Simple
harmonic
(D) Linear
|
|
23.
|
The solution
of the differential equation  =
0 with boundary conditions: (i) =
0 with boundary conditions: (i)  =
1 at x = 0 and (ii) =
1 at x = 1, is =
1 at x = 0 and (ii) =
1 at x = 1, is
(A) y = 1
(B) y = x
(C) y = x + C,
where C is an arbitrary constant
(D) y = C1x
+ C2, where C1 and C2 are arbitrary
constants
|
|
24.
|
The line
integral of the vector function  along
the x-axis from x = 1 to x = 2 is along
the x-axis from x = 1 to x = 2 is
(A) 0
(B) 2.33
(C) 3
(D) 5.33
|
|
25.
|
using direct
extruction process, a round billet of 100 mm length and 50 mm diametr is
extruded. considering an ideal deformation process (no friction and no
redundant work), extrusion ratio 4, and average flow stress of material 300
MPa, the pressure (in MPa) on the ram will be
(A) 416
(B) 624
(C) 700
(D) 832
|
|
26.
|
A friction
clutch is designed to transmit 15 horsepower at 1500 rpm. the torque (in N×m) experienced by the clutch is
(A) 1.19
(B) 7.46
(C) 71.24
(D) 447.61
|
|
27.
|
A manufacturer
has set up an assembly line where first, Task I is performed in Workstation 1
for 0.3 minutes; then Task II is performed in Workstation 2 for 0.4 minutes;
and finally Task III is performed in workstation 3 for 0.3 minutes. The
efficiency (in %) of this assembly line setup is
(A) 33.33
(B) 64.33
(C) 75.33
(D) 83.33
|
|
28.
|
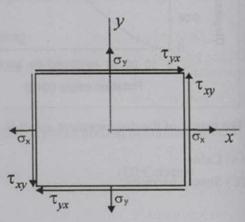
A biaxial stress
element in subjected to tensile and shear stresses as shown n the figure. If sy = 20 MPa and txy = tyx = 15MPa. the principal normal stress (in MPa)
are:
(A) 5 and 55
(B) 10 and 30
(C) 12 and 48
(D) 20 and 42
|
|
29.
|
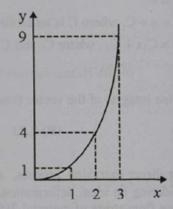
The area under the
curve shown, between x = 1 and x = 3 is to be evaluated using the trapezoidal
rule. The following points on the curve are given.
|
Point
|
X coordinate
(m)
|
Y coordinate
(m)
|
|
1
|
1
|
1
|
|
2
|
2
|
4
|
|
3
|
3
|
9
|
The evaluated
area in (in m2) will be
(A) 7
(B) 8.67
(C) 9
(D) 18
|
|
30.
|
The pressure
drop for laminar flow of a liquid in a smooth pipe at normal temperature and
pressure is
(A) directly
proportional to density
(B) inversely
proportional to density
(C) independent
of density
(D) proportional
to (density)0.75
|
|
31.
|
A titanium
sheet of 5.0 mm thickness is cut by wire-cut EDM process using a wire of 1.0
mm diameter. A uniform spark gap of 0.5 mm on both sides of the wire is
maintained during cutting operation. If the feed rate of the wire into the
sheet is 20 mm/min, the material removal rate
(in mm3/min) will be
(A) 150
(B) 200
(C) 300
(D) 400
|
|
32.
|
Autogenous gas
tungsten are welding of a steel plate is carried out with welding current of
500 a, voltage of 20 V, and weld speed of 20 mm/min. Consider the heat
transfer efficiency from the arc to the weld pool as 90%. the heat input per
unit length (in kJ/mm) is
(A) 0.25
(B) 0.35
(C) 0.45
(D) 0.55
|
|
33.
|
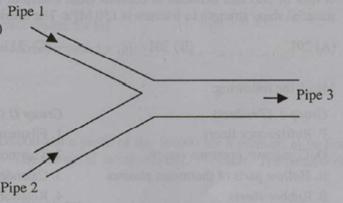
Consider
steady flow of water in a situation where two pipe lines (Pipe 1 and Pipe 2)
combine into a single pipe line (Pipe 3) as shown in the figure. the
cross-sectional areas of all three pipelines are constant. The following data
is given:
|
Pipe Number
|
Area (m2)
|
Velocity
(m/s)
|
|
1
|
1
|
1
|
|
2
|
2
|
2
|
|
3
|
2.5
|
?
|
Assuming the
water properties and the velocities to be uniform across the cross section of
the inlet and the outlet, the exit velocity (in m/s) in pipe 3 is
(A) 1
(B) 1.5
(C) 2
(D) 2.5
|
|
34.
|
Match the
following:
|
Group I
(Layout types)
|
Group II
(Layout characteristics)
|
|
P. Process
layout
|
1.
Inflexible to significant changes in product design
|
|
Q. Product
flow layout
|
2. Distinct
part families and expanded worker training
|
|
R. Fixed
position layout
|
3. Low
equipment utilization and high skill requirement
|
|
S. Cellular
layout
|
4. Large
work-in-process and increased material handling
|
(A) P - 4, q -
1, R - 3, S - 2
(B) P - 4, Q -
3, R - 2, S - 1
(C) P - 2, Q -
1, r - 4, S - 3
(D) P - 1, Q -
4, R - 3, S - 2
|
|
35.
|
Consider the
joint probability mass function of random variables X and Y as shown in the
table below:
For instance, P {X = 1, Y = 2} = 0.3
|
|
X = 1
|
X = 2
|
|
Y = 1
|
0.2
|
0.3
|
|
Y = 2
|
0.3
|
0.1
|
|
Y = 3
|
0.1
|
|
The value of P {X = 2 | Y = 2} is
(A) 0.10
(B) 0.25
(C) 0.40
(D) 0.75
|
|
36.
|
A grocery
store faces a demand of 50 units of soap per day. The store orders soap
periodically. it costs Rs. 100 to initiate a purchase order. It costs Rs.
0.04 per soap per day to store the soap. The lead time between placing and
receiving the order is 4 days. The optimal inventory policy for ordering soap
is to
(A) order 500
unit of soap whenever inventory level drops to 200 units
(B) order 500
units of soap whenever inventory level drops to 100 units
(C) order 1000
units of soap whenever inventory level drops to 200 units
(D) order 1000
units of soap whenever inventory level drops to 100 units
|
|
37.
|
A disk of 200
mm diameter is blanked from a strip of an aluminum alloy of thickness 3.2 mm.
The material shear strength to fracture is 150 MPa. The blanking force (in
kN) is
(A) 291
(B) 301
(C) 311
(D) 321
|
|
38.
|
Match the
following:
|
Group I
(Product)
|
Group II
(manufacturing process)
|
|
P. Refrigerator
liners
|
1. Filament
winding
|
|
Q. Composite
pressure vessels
|
2.
thermoforming
|
|
R. Hollow
parts of thermoset plastics
|
3.
Calendering
|
|
4. Rubber
sheets
|
4.
Rotational moulding
|
(A) P - 2, Q -
1, r - 4, S - 3
(B) P - 1, Q -
2, R - 3, S - 4
(C) P - 1, Q -
4, R - 2, s - 3
(D) P - 2, Q -
4, R - 1, S - 3
|
|
39.
|
Match the
following:
|
Group I
(Device)
|
Group II
(Function)
|
|
P. Jig
|
1. helps to
place the workpiece in the same position cycle after cycle
|
|
Q. Fixture
|
2. holds the
workpiece only
|
|
R. Clamp
|
3. holds and
positions the workpiece
|
|
s. Locator
|
4. holds and
positions the workpiece and guides the cutting tool during a machining
operation
|
(A) P - 4, Q -
3, R - 1, S - 2
(B) P - 1, Q -
2, R - 3, S - 4
(C) P - 1, Q -
4, R - 3, S - 2
(D) P - 4, Q -
3, R - 2, S - 1
|
|
40.
|
The spur gear
having a pressure angle of 20°,
module of 3 mm and 40 teeth is to be inspected for its pitch circle diameter
using two rollers (test plug method). If the centres of the rollers lie on
the pitch circle, the suitable roller diameter (in mm) and the resulting
distance 9in mm) between the rollers placed in opposite spaces will
respectively be
(A) 2.9 and
82.9
(B) 2.9 and
165.9
(C) 5.9 and
82.9
(D) 5.9 and
165.9
|
|
41.
|
A company
makes a product using three independent components I, II, and III with
reliabilities of 0.80, 0.85 and 0.90 respectively. If the company decides to
add one redundant unit of component I to improve reliability, then the
reliability of the product is
(A) 0.612
(B) 0.734
(C) 0.837
(D) 0.969
|
|
42.
|
Given:
Assertion [a]:
managers spend time on job analysis and job rating.
Reason [r]:
Scientific management of wage structures through job evaluation helps
increase productivity.
(A) Both [a]
and [r] are true and [r] is the correct reason for [a].
(B) Both [a]
and [r] are true, but [r] is not the correct reason for [a].
(C) Both [a]
and [r] are false.
(D) [a] is
true but [r] is false.
|
|
43.
|
A spare parts retain shop has sales of
Rs. 4,00,000 and a profit of Rs. 50,000 for a product, in its first quarter.
The profit volume (PV) ratio is 25%. The margin of safety = profit / PV
ratio. The break even point of sales (in Rs.) is
(A) 20,000
(B) 40,000
(C) 2,00,000
(D) 4,00,000
|
|
44.
|
The following information relates to
worker's payment in a company:
Standard production of a worker = 12
jobs per hour
Standard job rate = Rs. 3.00 per job
Pay for production less than standard
= 85% of standard job rate
Pay for production more than standard
= 120% of standard job rate
Three workers produce at the rate of
11, 13 and 15 jobs per hour. The total pay for three workers per hour based
on differential wage incentive scheme is
(A) Rs. 117.00
(B) Rs. 128.85
(C) Rs.
1404.00
(D) Rs.
1546.20
|
|
45.
|
Match the following:
|
Group I (Protection type)
|
Group I (Example in the Indian
context)
|
|
P. Patent
|
1. manual of a product
|
|
Q. Trademark
|
2. appearance of an MP3 player
|
|
R. Copyright
|
3. Logo of a company
|
|
S. Industrial design
|
4. Microprocessor
|
(A) P - 2, Q - 4, R - 3, S - 1
(B) P - 4, Q - 1, R - 3, S - 2
(C) P - 2, Q -
3, R - 4, S - 1
(D) P - 4, Q -
3, R - 1, S - 2
|
|
46.
|
Match the following:
|
Group I (Design aspect)
|
Group II (Description)
|
|
P. Form design
|
1. introduction, growth, maturity
and decline
|
|
Q. Concurrent engineering
|
2. Determines cost of each function
of the design
|
|
R. Value analysis
|
3. Integration of product design and
manufacturing
|
|
S. Product life cycle
|
4. Appearance, shape, colour and
size of product
|
(A) P - 4, Q - 1, R - 2, S - 3
(B) P - 3, Q - 2, R - 4, S - 1
(C) P - 4, Q -
3, R - 2, S - 1
(D) P - 4, Q -
2, R - 3, S - 1
|
|
47.
|
In an
orthogonal machining operation, the tool life obtained is 10 min at a cutting
speed of 100 m/min, while at 75 m/min cutting speed, the tool life is 30 min.
The value of index (n) in the Taylor's tool life equation
(A) 0.262
(B) 0.323
(C) 0.423
(D) 0.521
|
|
48.
|
A solid
cylinder of diameter D and height equal to D, and a solid cube of side L are
being sand cast by using the same material. Assuming there is no superheat in
both the cases, the ratio of solidification time of the cylinder to the
solidification time of the cube is
(A) (L/D)2
(B) (2L/D)2
(C) (2D/L)2
(D) (D/L)2
|
|
49.
|
Following are
some possible characteristics of a pile of power mixture:
P. Low inter
particle friction
Q. High inter
particle friction
R. Low
porosity
S. High
porosity
If the angle
of repose for a pile of power mixture is low, it will exhibit
(A) P and R
(B) P and S
(C) Q and S
(D) Q and R
|
|
50.
|
Match the
following:
|
Group I
|
Group II
|
|
P.
Relational DBMS
|
1. SQL
|
|
Q. Primary
key
|
2. AND, OR
|
|
R.
Retrieving data
|
3. Tables,
columns and rows
|
|
S. Boolean
search
|
4. Columns
that uniquely identify a row
|
(A) P
- 3, Q - 4, R - 2, S - 1
(B) P
- 3, Q - 1, R - 4, S - 2
(C) P - 3, Q -
4, R - 1, S - 2
(D) P - 4, Q -
1, R - 2, S - 3
|
|
Common Data
Questions
|
|
Common Data
for Questions 51 and 52
Consider the
Linear Programming Problem (LPP)
Maximize z
= 4x1 + 3x2 + 2x3
Subject to:
2xi
+ x2 + 2x3 £ 50 (constraint
1)
x1
+ x2 + x3 £ 30 (constraint
2)
x1,
x2, x3 ³ 0
The associated
simplex tableau at optimality is shown below, there s1 and s2
repreent the slacks for constraints 1 and 2, respectively.
|
|
x1
|
x2
|
x3
|
s1
|
s2
|
RHS
|
|
z-row
|
0
|
0
|
2
|
1
|
2
|
110
|
|
x1
|
1
|
0
|
1
|
1
|
-1
|
20
|
|
x2
|
0
|
1
|
0
|
-1
|
2
|
10
|
|
|
51
|
Basic
variables in the optimal solution are
(A) s1
and s2
(B) x1
and x2
(C) x1, x2
and x3
(D) x3,
s1 and s2
|
|
52.
|
Suppose that
in the LPP given, the right hand side of constraint 1 changes from 50 to 40.
The new objective value is
(A) 90
(B) 100
(C) 110
(D) 120
|
|
Common Data
for Questions 53 and 54:
In acceptance
sampling, the probability distribution of the number of defectives X in a
sample can be approximated as a Poisson distribution, Prob {X = k} =  ,
for k = 0, 1, 2 ..., where n is the sample size and p is the actual
proportion or percent of defective items in a batch. ,
for k = 0, 1, 2 ..., where n is the sample size and p is the actual
proportion or percent of defective items in a batch.
a company
receives a shipment batch of N = 2000 items. the sampling plan followed by
the company is to sample n = 50 items from the batch and accept the batch if
the number of defective items are 2 or less. let the acceptable Quality Level
(AQL) be 0.02 and the Lot Tolerance Percent Defective (LTPD) be 0.05.
|
|
53
|
The
probability of incorrectly rejecting a good batch or the Producer's risk is
(A) 0.0805
(B) 0.3678
(C) 0.5437
(D) 0.9195
|
|
54.
|
The
probability of incorrectly accepting a bad batch or the Consumer's risk is
(A) 0.0805
(B) 0.3678
(C) 0.5437
(D) 0.9195
|
|
Common Data
for Questions 55 and 56:
An orthogonal
turning operation is carried out at 20 m/min cutting speed, using a cutting
tool of rake angle 15°. The chip
thickness is 0.4 mm and the uncut chip thickness is 0.2 mm.
|
|
55.
|
The shear
plane angle (in degrees) is
(A) 26.8
(B) 27.8
(C) 28.8
(D) 29.8
|
|
56.
|
The chip
velocity (in m/min) is
(A) 8
(B) 10
(C) 12
(D) 14
|
|
Linked
Answer Questions
Statement
for Linked Answer Questions 57 and 58:
Four jobs need
to be processed sequentially on two machines, first on machine M and then on
Machine N. Each machine can process only one job at a time. The processing
time (in min) are given in the table below:
|
|
Machine M
|
Machine N
|
|
Job I
|
3
|
6
|
|
Job II
|
5
|
2
|
|
Job III
|
1
|
2
|
|
Job IV
|
7
|
5
|
|
|
57.
|
The optimal
sequence of jobs that will minimize makespan (total time required to complete
all jobs) is
(A) I - II -
III - IV
(B) III - II -
I - IV
(C) IV - III -
I - II
(D) III - I -
IV - II
|
|
58.
|
When the jobs
are processed based on the optimal sequence tha tminimizes makespan, the
totla idle time (in min) on Machine N is
(A) 1
(B) 3
(C) 4
(D) 6
|
|
Statement
for Linked Answer Questions 59 and 60:
Resistance
spot welding of two steel sheets is carried out in lap joint configuration by
using a welding current of 3 kA and a weld time of 0.2 s. A molten weld
nugget of volume 20 mm3
is obtained. The effective contact resistance is 200 mW (micro-ohms). The
material properties of steel are given as: (i) latent heat of melting: 1400
kJ/kg, (ii) density: 8000 kg/m3,
(iii) melting temperature: 1520°C,
(iv) specific heat: 0.5 kJ/kg°C. The
ambient temperature is 25°C.
|
|
59.
|
Heat (in
Joules) used for producing weld nugget will be (assuming 100% heat transfer
efficiency)
(A) 324
(B) 334
(C) 344
(D) 354
|
|
60.
|
Heat (in
Joules) dissipated to the base metal will be (neglecting all other heat
losses)
(A) 10
(B) 16
(C) 22
(D) 32
|
|
End of the Question Paper
|