|
|
Q. 1 Q. 20
carry one mark each.
|
|
1.
|
The value of
integral  is is
(A) 0
(B) p-2
(C) p
(D) p + 2
|
|
2.
|
The value of
the expression  is is
(A) 1 - i 2
(B) 1 +
I 2
(C) 2 - i
(D) 2 +
i
|
|
3.
|
The value of
the expression  is is
(A) 0
(B) 
(C) 1
(D) 
|
|
4.
|
In inventory
cost structure, set up cost is a part of replenishment cost when it
(A) has taken place externally
(B) is dependent on supply conditions
(C) is
independent of supply conditions
(D) has
taken place internally
|
|
5.
|
Acceptable Quality Level (AQL) is associated with
(A) Producer's risk
(B) Consumer's risk
(C) Lot tolerance percent defective
(D) Average outgoing quality limit
|
|
6.
|
The REL chart is used for
(A) designing the layout of plants
(B) estimating the valuation of stock
(C) analyzing the movement of an item in a
store
(D) maintaining the issue and receipt record
|
|
7.
|
If  is
the position vector of any point on a closed surface S that encloses the
volume V, then is
the position vector of any point on a closed surface S that encloses the
volume V, then  is
equal to is
equal to
(A) 
(B) V
(C) 2V
(D) 3V
|
|
8.
|
Laplace transform of 8t3 is
(A) 
(B) 
(C) 
(D) 
|
|
9.
|
For a random
variable x (-¥ < x <¥)
following normal distribution, the mean is m
= 100. If the probability is p = a
for x ³ 110, then the probability of
x lying between 90 and 110, i.e., P(90 £
x £ 110) will be equal to
(A) 1 -
2a
(B) 1 -
a
(C) 1 -

(D) 2a
|
|
10.
|
Consider a
steady, reversible flow process in a system with one inlet stream and one
outlet stream. Potential and kinetic energy effects are negligibly small.
Given: v = specific volume and p = pressure of the system. The net work done
by the system per unit mass flow rate is
(A) 
(B) 
(C) 
(D) 
|
|
11.
|
A
refrigerator, operating in a room at a temperature of 29.5°C, maintains the refrigerated space at 2°C, the maximum possible COP of the
refrigerator is
(A) 1.0
(B) 7.0
(C) 10.0
(D) 11.0
|
|
12.
|
Self locking
condition for a pair of square thread screw and nut having coefficient of
friction = m, lead of thread = L and
pitch diameter of thread = d, is given by
(A) d > 
(B) d > pmL
(C) d > mL
(D) m
> Ld
|
|
13.
|
The state of
stress at a point in a body under plane state of stress condition is given by
 MPa.
The maximum shear stress (in MPa) is MPa.
The maximum shear stress (in MPa) is
(A) 0
(B) 20
(C) 30
(D) 40
|
|
14.
|
Which one of the following is a heat treatment process
for surface hardening?
(A) Normalising
(B) Annealing
(C) Carburising
(D) Tempering
|
|
15.
|
Which pair
among the following solid state welding processes uses heat from an external
source?
P Diffusion
welding; Q Friction welding; R Ultrasonic welding; S Forge welding
(A) P and R
(B) R and S
(C) Q and S
(D) P and S |
|
16.
|
In hollow cylindrical parts, made by centrifugal
casting, the density of the part is
(A) maximum at the outer region
(B) maximum at the inner region
(C) maximum at the mid-point between outer and
inner surfaces
(D) uniform throughout
|
|
17.
|
Brittle materials are machined with tools having zero
or negative rake angle because it
(A) results in lower cutting force
(B) improves surface finish
(C) provides adequate strength to cutting tool
(D) results
in more accurate dimensions
|
|
18.
|
When 0.8% carbon eutectoid steel is slowly cooled from
750°C to room temperature,
(A) austenite transforms to pearlite
(B) pearlite transforms to austenite
(C) austenite transforms to martensite
(D) pearlite transforms to martensite
|
|
19.
|
Which one of the following is a unary operation
performed in relational data models?
(A) Cartesian product
(B) Set union
(C) Set difference
(D) Selection
|
|
20.
|
The process of
tracing through the MRP records and all levels in the product structure to
identify how changes in the records of one component will affect the records
of other component is known as
(A) product explosion
(B) lead time offsetting
(C) updating
(D) pegging
|
|
|
Q. 21 Q. 75
carry two mark each.
|
|
21.
|
The eigenvector pair of the matrix  is is
(A) 
(B) 
(C) 
(D)  |
|
22.
|
If the
interval of integration is divided into two equal intervals width 1.0, the
value of the definite integral  x
dx, using Simpson's one-third rule, will be x
dx, using Simpson's one-third rule, will be
(A) 0.50
(B) 0.80
(C) 1.00
(D) 1.29
|
|
23.
|
In a game, two
players X and Y toss a coin alternately. Whosoever gets a 'head' first, wins
the game and the game is terminated. Assuming that player X starts the game,
the probability of player X winning the game is
(A) 
(B)
(C) 
(D)  |
|
24.
|
Laplace transform of sinh(t) is
(A) 
(B) 
(C) 
(D)  |
|
25.
|
A reservoir
contains an estimated 30,00,000 barrels of oil. The initial cost of the reservoir
is Rs. 1,50,00,000. If 2,00,000 barrels of oil are produced from this
reservoir during a particular year, how much will be the depletion
charge(cost depletion) for that year?
(A) Rs.
10,00,000
(B) Rs.
15,00,000
(C) Rs.
20,00,000
(D) Rs.
25,00,000
|
|
26.
|
Customers
arrive at a service counter manned by a single person according to Poisson
distribution with a mean arrival rate of 30 per hour. The time required to
serve a customer follows an exponential distribution with a mean of 100
seconds. The average waiting time (in hours) of a customer in the system will
be
(A) 0.138
(B) 0.166
(C) 0.276
(D) 0.332
|
|
27.
|
Consider the
following linear programming problem (LPP):
Maximize z =
5x1 + 3x2
Subject to the
following constraints
x1 - x2 £ 2
x1
+ x2 ³ 2
x1
, x2 ³ 2
The above LPP
has
(A) no
solution
(B) unique
solution
(C) two
solutions
(D) unbounded
solution
|
|
28.
|
A machine
costing Rs. 2 lakh, (salvage value of the machine at the end of 4 years = 0)
is to be depreciated over 4 years using the double declining balance
depreciation method. The amount of the depreciation charged in the 3rd
year is
(A) Rs.
1.000 lakh
(B) Rs.
0.500 lakh
(C) Rs.
0.250 lakh
(D) Rs.
0.125 lakh
|
|
29.
|
During a
survey of customers in a store, 20 samples of size 200 customers were taken.
The number of dissatisfied customers was found to be 180. The upper and lower
control limits for the control chart of dissatisfied customers will be
(A) 18.345,
0.205
(B) 17.795,
0.205
(C) 18.345,
0.000
(D) 17.795,
0.000
|
|
30.
|
An assembly
has 10 components in series. Each component has an exponential
time-to-failure distribution with a constant failure rat of 0.20 per 3000
hours of operation. Assuming that the failed component of the assembly is
replaced immediately with another component that has the same failure rate,
the reliability of the assembly for 2000 hours of operation and the mean
time-to-failure (MTTF) is
(A) 0.875,
10,000 hours
(B) 0.875,
15,000 hours
(C) 0.975,
10,000 hours
(D) 0.975,
15,000 hours
|
|
31.
|
Match the
following:
|
Group
1
|
Group 2
|
|
P SLP
|
1
Intellectual property system
|
|
Q Margin
of Safety
|
2 Assembly
line balancing
|
|
R LOB
|
3 Facility
design
|
|
S - TRIPS
|
4 Break
even analysis
|
(A) P-4,
Q-2, R-1, S-3
(B) P-3,
Q-1, R-2, S-4
(C) P-4,
Q-3, R-1, S-2
(D) P-3,
Q-4, R-2, S-1
|
|
32.
|
A man has deposited
Rs. 1,000 per year for three tears in a bank that paid him 5% interest
compounded annually. At the end of three years, he had Rs. 3,153 in his
account. How much more would he have earned if the bank had paid him 5%
interest compounded continuously?
(A) Rs.
300
(B) Rs.
30
(C) Rs.
3
(D) Rs.
0.30
|
|
33.
|
Two popes of
uniform section but different diameters carry water at the same volumetric
flow rate. Water properties are the same in the two pipes. The Reynolds
number, based on the pipe diameter,
(A) is the
same in both pipes
(B) is
larger in the narrower pipe
(C) is
smaller in the narrower pipe
(D) depends
on the pipe material
|
|
34.
|
A single
cylinder compression ignition engine, operating on the air-standard diesel
cycle, has a mean effective pressure of 1.0 MPa and a compression ratio of
21. The engine has a clearance volume of 5x10-5m3.
The heat added at constant pressure is 2.0 kJ. The thermal efficiency of the
engine is
(A) 10%
(B) 35%
(C) 50%
(D) 70%
|
|
35.
|
An industrial
gas (cp = 1 kJ/kgK) enters a parallel-flow heat exchanger at 250°C with a flow rate of 2 kg/s to heat a
water stream. The water stream (cp =4 kJ/kgK) enters the heat
exchanger at 50°C with a flow rate of
1 kg/s. The heat exchanger has an effectiveness of 0.75. The gas stream exit
temperature will be
(A) 75°C
(B) 100°C
(C) 125°C
(D) 150°C
|
|
36.
|
Oil is being
pumped through a straight pipe. The pipe length, diameter and volumetric flow
rate are all doubled in a new arrangement. The pipe friction factor, however,
remains constant. The ratio of pipe frictional losses in the new arrangement
to that in the original configuration would be
(A) 
(B)
(C) 2
(D) 4
|
|
37.
|
Air flows
steadily at low speed through a horizontal nozzle, which discharges the air
into the atmosphere. The area at the muzzle inlet and outlet are 0.1 m2 and 0.02 m2, respectively. If the air density
remains constant at 1.0 kg/m3,
the gauge pressure (in kpa) required at the muzzle inlet to produce an outlet
speed of 50 m/s would be
(A) 0.6
(B) 1.2
(C) 100.2
(D) 101.2
|
|
38.
|
Heat is being
transferred convectively from a cylindrical nuclear reactor fuel rod of 50 mm
diameter to water at 75°C. Under
steady state condition, the rate of heat generation within the fuel element
is 5x107 W/m3 and the convection heat transfer
coefficient is 1 k W/m2K.
The outer surface temperature of the fuel element would be
(A) 700°C
(B) 625°C
(C) 550°C
(D) 400°C
|
|
39.
|
In an
assembly, the dimension of a component should be between 20 mm and 30 mm.
Twenty five components were taken at random during the manufacturing of the
components. The mean value of the dimension and the standard deviation of the
25 components were 26 mm and 2 mm respectively. The process capability index
CPK of the concerned manufacturing process would be
(A) 0.33
(B) 067
(C) 0.83
(D) 1.00
|
|
40.
|
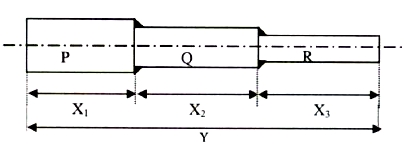
A
three-component welded cylindrical assembly is shown below. The mean length
of the three components and their respective tolerances (both in mm) are
given in the table below.
|
Component
|
Mean Length
(mm)
|
Tolerance
(mm)
|
|
P
|
X1
= 18
|
± 1.2
|
|
Q
|
X2
= 23
|
± 1.0
|
|
R
|
X3
= 24
|
± 1.5
|
Assuming a
normal distribution for the individual component dimensions, the natural
tolerance limits for the length (Y) of the assembly (mm) is
(A) 65 ± 2.16
(B) 65 ± 1.56
(C) 65 ± 0.96
(D) 65 ± 0.36
|
|
41.
|
For the
partial differential equation  in
the domain 0 £ x £ 1 with boundary conditions u(0,t) = 0 and
u(1,t) = 0 and initial condition u(x,0) = sin(p
x) , the solution of the differential equation is in
the domain 0 £ x £ 1 with boundary conditions u(0,t) = 0 and
u(1,t) = 0 and initial condition u(x,0) = sin(p
x) , the solution of the differential equation is
(A) e-t sin(px)
(B) et sin(px)
(C) e-pt sin(px)
(D) ept
sin(px)
|
|
42.
|
Inverse of the
matrix  is is
(A)
(B) 
(C) 
(D) 
|
|
43.
|
For real x,
the maximum value of  is is
(A) 1
(B) e
(C) 
(D) 
|
|
44.
|
A 19-tooth
pinion paired with a 33-tooth gear has a 2-mm module and 20 degree pressure
angle. Tooth forms are standard AGMA full depth involutes. If the centre
distance, during assembly, is increased by 3 percent, then the new pressure
angle (in degrees) will be
(A) 24.17
(B) 22.21
(C) 17.49
(D) 14.56
|
|
45.
|
The solutions
of the different equation  are are
(A) e-(1+i)x, e-(1-i)x
(B) e(1+i)x, e-(1-i)x
(C) e-(1+i)x, e(1+i)x
(D) e(1+i)x, e-(1+i)x
|
|
46.
|
By application
of tensile force, the cross sectional area of a bar 'P' is first reduced by
30% and then by an additional 20%. Another bar 'Q' of the same material is
reduced in cross sectional area by 50% in a single step by applying tensile
force. After deformation, the true strains in bar 'P' and bar 'Q' will,
respectively, be
(A) 0.50
and 0.50
(B) 0.58
and 0.69
(C) 0.69
and 0.69
(D) 0.78
and 1.00
|
|
47.
|
In sand
casting of a hollow part of lead, a cylindrical core of diameter 120 mm and
height 180 mm is placed inside the mould cavity. The densities of core
material and lead are 1600 kg/m3
and 11,300 kg/m3
respectively. The net force (in N) that tends to lift the core during pouring
of molten metal will be
(A) 19.7
(B) 64.5
(C) 193.7
(D) 257.6
|
|
48.
|
Aluminium
strips of 2 mm thickness are joined together by resistance spot welding
process by applying an electric current of 6000 A for 0.15 sec. The heat
required for melting aluminium is 2.9 j/mm3. The diameter and the thickness of weld nugget are
found to be 5 mm and 2.5 mm, respectively. Assuming the electrical resistance
to be 75 micro-ohms, the percentage of total energy utilized in forming the
weld nugget is
(A) 28
(B) 35
(C) 65
(D) 72
|
|
49.
|
In a rolling
process, thickness of a strip is reduced from 4mm to 3 mm using 300 mm
diameter rolls rotating at 100 rpm. The velocity of the strip (in m/sec) at
the neutral point is
(A) 1.57
(B) 3.14
(C) 47.10
(D) 94.20
|
|
50.
|
A blank of 50
mm diameter is to be sheared from a sheet of 2.5 mm thickness. The required
radial clearance between the die and the punch is 6% of sheet thickness. The
punch and die diameters (in mm for this blanking operation, respectively, are
(A) 50.00
and 50.30
(B) 50.00
and 50.15
(C) 49.70
and 50.00
(D) 49.85
and 50.00
|
|
51.
|
In an electro
chemical machining (ECM) operation, a square hole of dimensions 5 mm ´ 5 mm is drilled in a block of copper. The
current used is 5000 A. Atomic weight of copper is 63 and valency of
dissolution is 1. Faraday's constant is 96500 Coulomb.
The material
removal rate (in g/s) is
(A) 0.326
(B) 3.260
(C) 3.15´ 103
(D) 3.15´ 105
|
|
52.
|
A shaft of
diameter 10 mm transmits 100 W of power at an angular speed of  rad/s. rad/s.
The maximum
shear stress (in MPa) developed in the shaft is
(A) 2
(B) 4
(C) 8
(D) 16
|
|
53.
|
During
machining, the wear land (h) has been plotted against machining time (T) as
given in the following figure.
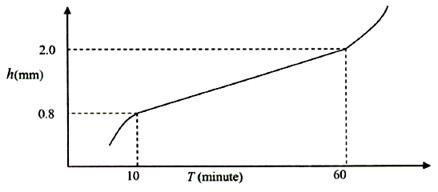
For
a critical wear land of 1.8 mm, the cutting tool life (in minute) is
(A) 52.00
(B) 51.67
(C) 51.50
(D) 50.00
|
|
54.
|
A strain
rosette, as shown in the figure, has three strain gauges P, Q and R.
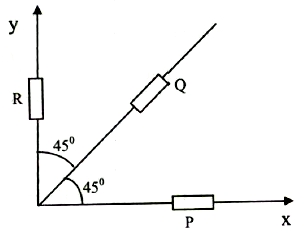
If the values
of strain indicated in the three stain gauges are
eP = 100 ´ 10-6,
eQ = 150 ´ 10-6 and
eR = 200 ´ 10-6,
The largest principal strain is
(A) 200´ 10-6
(B) 250´ 10-6
(C) 300´ 10-6
(D) 350´ 10-6
|
|
55.
|
A cantilever
beam XY o length 2 m and cross-sectional dimensions 25 mm ´ 25 mm is fixed as X and is subjected to a
moment of 100 N-m and an unknown force P at the free end Y as shown in the
figure. The Young's modulus of the material of the beam is 200 GPa.
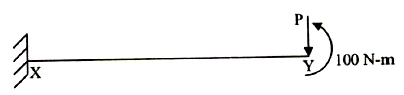
If
the deflection of the free end Y is zero, then the value of p (in N) is
(A) 67
(B) 75
(C) 133
(D) 150
|
|
56.
|
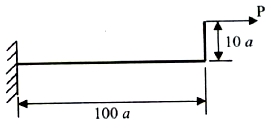
A frame of
square cross-section of (a ´ a) is as
shown in the figure. The stress near the fixed end on the upper side of the
frame is
(A) 
(B) 
(C) 
(D) 
|
|
57.
|
A steel wire
of diameter 2 mm is wound on a rigid drum of diameter 2 m. If the Young's
modulus of the steel is 200 GPa, the maximum stress (in MPa) in the steel
wire is
(A) 50
(B) 100
(C) 200
(D) 400
|
|
58.
|
The quijck
return mechanism used in a shaper has rocker arm drive of length 200 mm. If
th crank radius is 50 mm and the offset between crank centre and rocker arm
pivot is 20 mm, length of the stroke (in m) is
(A) 0.5
(B) 1.0
(C) 1.5
(D) 2.0
|
|
59.
|
A stepper
motor has 150 steps. The output shaft of the motor is directly coupled to a
lead screw of pitch 4 mm, which drives a table. If the frequency of pulse
supply to the motor is 200 Hz, the speed of the table (in mm/min) is
(A) 400
(B) 320
(C) 300
(D) 280
|
|
60.
|
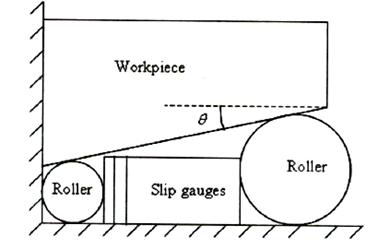
An
experimental setup is planned to determine the tape of workpiece as shown in
the figure. If the two precision rollers have rasii 8 mm and 5 mm and the
total thickness of slip gauges inserted between the rollers is 15.54 mm, the
taper angle q is
(A) 6
degree
(B) 10
degree
(C) 11
degree
(D) 12
degree
|
|
61.
|
Following data
are given for calculating limits of dimensions and tolerances for a hole;
Tolerance unit
I (mm) = .
The unit of D is mm. Diameter step is 18-30 mm. If the fundamental deviation
for H hole is zero and IT8 = 25i, the maximum and minimum limits of dimension
for a 25 mm H8 hole (in mm) are .
The unit of D is mm. Diameter step is 18-30 mm. If the fundamental deviation
for H hole is zero and IT8 = 25i, the maximum and minimum limits of dimension
for a 25 mm H8 hole (in mm) are
(A) 24.984,
24.967
(B) 25.017,
24.984
(C) 25.033,
25.000
(D) 25.000,
24.967
|
|
62.
|
Match the
following:
|
Group 1
|
Group 2
|
|
P
Wrinkling
|
1. Upsetting
|
|
Q Centre
burst
|
2. Deep
drawing
|
|
R
Barrelling
|
3. Extrusion
|
|
S Cold
shut
|
4. Closed
die forging
|
(A) P-2,
Q-3, R-4, S-1
(B) P-3,
Q-4, R-1, S-2
(C) P-2,
Q-3, R-1, S-4
(D) P-2,
Q-4, R-3, S-1
|
|
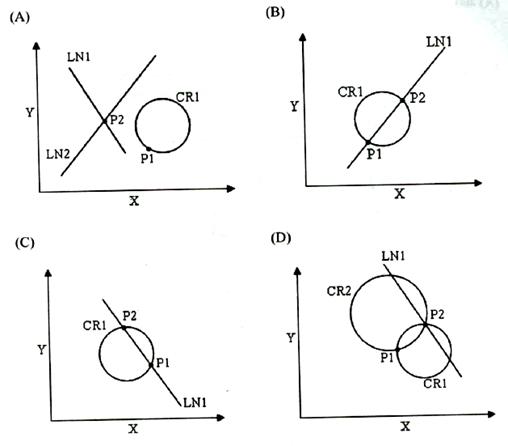
63.
|
Suppose point
p1 in APT (Automatically programmed Tool) programming is coded by
statement
P1
= POINT/XSMALL, INTOF, LNI, CRI
The coded
geometric situation without causing error is
|
|
64.
|
Match the
following:
|
Group 1
|
Group 2
|
|
P Mulling
|
1. Powder
metallurgy
|
|
Q
Impregnation
|
2. Injection
moulding
|
|
R Flash
trimming
|
3.
Processing of FRP composites
|
|
S Curing
|
4. Sand
casting
|
(A) P-4,
Q-3, R-2, S-1
(B) P-2,
Q-4, R-3, S-1
(C) P-2,
Q-1, R-4, S-3
(D) P-4,
Q-1, R-2, S-3
|
|
65.
|
When P is the
rate of production, D is the demand rate and t is the duration of production,
the actual inventory built up during production period in the EPQ model is
(A) Zero
(B) (P+D)
t
(C) P t
(D) (P-D) / t
|
|
66.
|
Consider the
following work sampling data:
Working time =
60%, average rating = 90%, relaxation allowance = 12.5%,
Actual output
during the study = 1000 units and study duration= 480 minutes.
The standard
time per unit (in minutes) will be
(A) 0.2592
(B) 0.2916
(C) 0.3240
(D) 0.4860
|
|
67.
|
Six jobs are
received for processing and their processing times and delivery dates are
given below:
|
Job Sequence
|
Production
Time (days)
|
Delivery
Date (days)
|
|
P
|
2
|
4
|
|
Q
|
5
|
18
|
|
R
|
3
|
8
|
|
S
|
4
|
4
|
|
T
|
6
|
20
|
|
U
|
4
|
24
|
Using FCFS
dispatching rule, the average lateness is
(A) 2.0
(B) 1.5
(C) 1.0
(D) 0.5
|
|
68.
|
An assembly
line data is given below:
|
Station
|
1
|
2
|
3
|
4
|
b
|
6
|
|
Cycle time
|
90
|
90
|
90
|
90
|
90
|
90
|
|
Task time
|
70
|
70
|
80
|
70
|
80
|
60
|
|
Idle time
|
20
|
20
|
10
|
20
|
10
|
30
|
The percentage
utilization of labour on the assembly line is
(A) 20.37
(B) 25.58
(C) 26.63
(D) 79.62
|
|
69.
|
In mostly
accepted and applicable PTS systems (i.e. MTM-2), the motions and their codes
are specified. Match the following
|
Group 1
|
Group 2
|
|
P Weight
factors
|
1. GW
|
|
Q GET
|
2. GA
|
|
R PUT
|
3. PB
|
|
S Apply
pressure
|
4. A
|
(A) P-1,
Q-3, R-4, S-2
(B) P-2,
Q-1, R-3, S-4
(C) P-1,
Q-4, R-3, S-2
(D) P-1,
Q-2, R-3, S-4
|
|
70.
|
Daily demand
of a product is normally distributed with a mean of 50 units and a standard
deviation of 5. Supply conditions are virtually certain with a lead time of 6
days. If a 95 percent service level is desired, the reorder point (Z0.95
= 1.645) is
(A) 340
units
(B) 320
units
(C) 300
units
(D) 280
units
|
|
|
Common Data
Questions
|
|
|
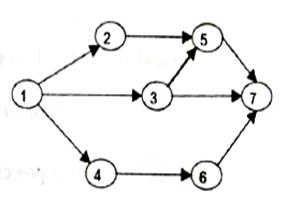
Common Data
for Questions 71, 72 and 73:
The figure
illustrates a PERT network describing the precedence relationship among
different activities. The optimistic time, most likely time and pessimistic
time of the activities are given in the table below.
|
Activity
|
Optimistic
time (hour)
|
Most likely
time (hour)
|
Pessimistic
time (hour)
|
|
1-2
|
7
|
9
|
11
|
|
1-3
|
5
|
7
|
9
|
|
1-4
|
4
|
7
|
10
|
|
2-5
|
8
|
10
|
12
|
|
3-5
|
6
|
9
|
12
|
|
3-7
|
8
|
10
|
12
|
|
4-6
|
4
|
6
|
8
|
|
5-7
|
5
|
8
|
11
|
|
6-7
|
3
|
5
|
7
|
|
|
71.
|
The length of
the critical path (in hours) is
(A) 17
(B) 18
(C) 24
(D) 27
|
|
72.
|
The standard
deviation of the critical path (in hours) is
(A) 0.66
(B) 0.94
(C) 1.37
(D) 1.56
|
|
73.
|
The slack at
event number 3 (in hours) is
(A) 0
(B) 3
(C) 6
(D) 10
|
|
|
Common Data
for Questions 74 and 75:
A quadratic
Bezier curve segment is described by  where
w where
w  and Bi,2 are control points and blending functions respectively.
Given: Bi,2 = 2Ciui (1 -
u)2-I, uÎ[0,1] and Bi,2 are control points and blending functions respectively.
Given: Bi,2 = 2Ciui (1 -
u)2-I, uÎ[0,1]
Consider (0,
0), (4, 4) and (12, 8) as the control points of the Bezier curve.
|
|
74.
|
The point (1,
2) lies
(A) on
the Bezier curve
(B) on
the boundary of the convex hull
(C) outside
the convex hull
(D) within
the convex hull but not on the Bezier curve
|
|
75.
|
Slope of the
tangent at point (5, 4) to the Bezier curve is
(A) -0.667
(B) -0.333
(C) 0.333
(D) 0.667
|
|
|
Linked
Answer Questions: Q.76 to Q.85 carry two marks each.
|
|
|
Statement
for Linked Answer Questions 76and 77:
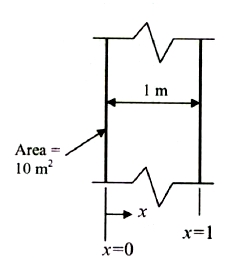
A wall is
heated uniformly at a volumetric heat generation rate of 1 kW/m3. The temperature distribution
across the 1 m thick wall at a certain instant of time is given by:
T(x) = a + bx
+ cx2
Where a = 900°C, b = -300°C/m, and c = -50°C/m2.
The wall has
an area of 10 m2 (as
shown in the figure) and a thermal conductivity of 40 W/mK.
|
|
76.
|
The rate of
heat transfer (in k W) into the wall (at x=0) is
(A) 900
(B) 450
(C) 120
(D) 60
|
|
77.
|
The rate of
change of energy storage (in kW) in the wall is
(A) 130
(B) 120
(C) -10
(D) -30
|
|
|
Statement
for Linked Answer Questions 78 and 79:
A disk brake
has two friction linings with the outside-lining and inside-lining diameters
as 120 mm and 60 mm, respectively. The coefficient of friction at the
interface of lining and rotating part is 0.35. A 10 kN axial force is applied
to stop the part rotating at 8000 rpm. To cool the disk brake, an arrangement
of circulating the water (specific heat 4.0 kj /kg-°C) is made. Assume uniform wear rate of disk linings and heat
transfer by convection only.
|
|
78.
|
The torque (in
N-m) applied by the brake on the rotating part is
(A) 215
(B) 315
(C) 630
(D) 1260
|
|
79.
|
The mass flow
rate (in kg/s) of water required to maintain a temperature rise of 3°C is
(A) 2.2
(B) 3.4
(C) 10.4
(D) 21.0
|
|
|
Statement
for Linked Answer Questions 80 and 81:
A 10 mm
diameter annealed steel wire is drawn through a die at a speed of 0.5 m/sec
to reduce the diameter by 20 %. The yield stress of the material is 800 MPa.
|
|
80.
|
Neglecting
friction and strain hardening, the stress required for drawing (in MPa) is
(A) 178.5
(B) 357.0
(C) 1287.5
(D) 2575.0
|
|
81.
|
The power
required for the drawing process (in kW) is
(A) 8.97
(B) 14.0
(C) 17.95
(D) 28.0
|
|
|
Statement
for Linked Answer Questions 82 and 83:
In an
orthogonal cutting experiment, an HSS tool having the following tool
signature in the Orthogonal Reference system (ORS) has been used:
0-10-7-7-10-75-1.
Given: width
of cut = 3.6 mm; shear strength of workpiece material = 460 N/mm2;
Depth of cut =
0.25 mm; coefficient of friction at tool-chip interface = 0.7.
|
|
82.
|
Shear plane
angle (in degree) for minimum cutting force is
(A) 20.5
(B) 24.5
(C) 28.5
(D) 32.5
|
|
83.
|
Minimum power
requirement (in kW) at a cutting speed of 150 m/min is
(A) 3.15
(B) 3.25
(C) 3.35
(D) 3.45
|
|
|
Statement
for Linked Answer Questions 84 and 85:
A company
forecasts the demand for a product to be 400 units per month for each of the
next three months. The actual demand, however, turned out to be 400, 550 and
580 units respectively for those three months.
|
|
84.
|
The forecast
error bias is
(A) -330 units
(B) -110 units
(C) 110
units
(D) 330
units
|
|
85.
|
The
forecasting technique used has a tendency to
(A) under
forecast with 21.56% bias
(B) over
forecast with 21.56% bias
(C) under
forecast with 64.70% bias
(D) over
forecast with 64.70% bias
|
|
|
END OF THE QUESTION PAPER
|